硬质合金钻头用于钻削更复杂的材料!可选择切削速度快的高性能合金刀片和特殊硬质合金钻头,减少刀具崩刃,保持良好的耐磨性!多层几何切削刃可提高排水性能并保持较小的切削阻力!除常用的直角手柄外,还有多种手柄类型,适用于各种钻机!让我们来看看合金成型工具制造商在选择硬质合金时需要考虑的因素钻头!1.在选择硬质合金钻头的加工精度时,首先要考虑硬质合金钻头钻孔的尺寸精度要求!2.加工稳定性在选择合金铰刀钻头时,除了对硬质合金钻头的钻孔精度要求外,还应考虑加工机床的稳定性!机床的稳定性对硬质合金钻头的安全寿命和钻孔精度至关重要!因此,有必要仔细检查机床主轴、夹具及附件的工作状态!排屑和冷却液是钻孔中不可忽视的问题!事实上,在钻孔过程中遇到的许多问题都是排屑不良,这是不可避免的!机加工车间经常使用外部冷却液喷射作为排屑的辅助手段,但这种方法较在孔深小于孔径技术和降低切削参数时才有效!合金的低温处理钻头:它将硬度较低的奥氏体转变为更硬、更稳定、耐磨和耐热的马氏体公路维修养护高效工具,沥青路面取芯快速,病害检测不耽误。江苏合金球齿钻头要多少钱
空心钻头的主要特点是加工时孔的内芯不被切削,因此空心钻头的切削量比麻花钻明显减少,所需钻机功率和切削中产生的热量也较小!用高速钢空心钻头钻孔时,因加工区温度对钻头硬度影响很大,因此钻孔过程中必须使用冷却液降温(如不用冷却液,钻头磨损一开始就将以相变磨损为主而快速磨损)!开始我们采用外部喷淋冷却方式,但因钻头工位为水平轴线方向加工,冷却液不易进入钻头刀刃部分,冷却液消耗较大,冷却效果不理想!经重新设计改变钻机主轴结构,将外部喷淋冷却变为内部喷淋冷却,冷却液由空心钻头芯部加入,使冷却液能顺利到达钻头切削部分,从而明显降低了冷却液消耗量,改善了冷却效果!江苏合金球齿钻头要多少钱高频焊接一体成型,耐磨度达普通钻头 5 倍,免修磨寿命延长超久。

空心钻头又名取芯钻头,开孔器,中心钻头,钢板钻头,磁力钻钻头,钢轨钻头等!钻头主要材质有:高速钢类;粉末冶金类;硬质合金类!空心钻头种类、规格齐全,适用于各种品牌的进口磁座钻(磁力钻)及通用钻床、铣床、镗床等!该产品与进口磁座钻配套使用,钻孔效率是普通钻头的8~10倍!空心钻头(多刃钢板钻又名或取芯钻)是多刀刃环状切削的高效钻头,钻孔直径从12mm到150mm,主要用于对钢构件的钻孔加工,如钢结构工程、轨道交通、桥梁、船舶、机械制造、航空航天等孔加工领域,其钻孔性能明显优于传统的二刃麻花钻,具有钻孔效率高、钻削轻快省力的特点,多刃钢板钻与磁座钻机配套可以对大型工件进行多方位钻孔,操作方便灵活,有效缩短工程施工时间,成为现代钢构件钻孔及环形槽加工的优先刀具!
开始钻孔前必须确保刀具已经完全安装到位,没有松动或没有夹紧的现象!使用磁座钻机钻孔时必须保证钻机磁块下无铁屑,吸附面平整,机器无摇摆或未完全吸附现象!开始钻孔直至钻孔完成的全过程应保持冷却充分,有条件的比较好采用内冷却,不充分冷却易引起刀具损坏!钻孔刚开始时应进刀缓慢平稳,切入1-2mm后可以加快进刀速度!出刀时适当减慢走刀速度,中间切削过程应保持进刀均匀!硬质合金钢板钻钻孔时合理的刀刃线速度应在每分钟30米左右,比较低不应低于每分钟20米!硬质合金是高硬度的材料,存放和领用过程中应防止刀片磕碰,使用过程中应防止冲击!入刀时若产生剧烈振动,需检查转速是否太高,还需检查机器导轨是否间隙太大,必要时进行维修和调整!钻孔过程中如遇到闷车停机现象,应首先切断电源,手工反向稍微转动刀具,使刀刃脱离切屑区域,再提起电机取下刀具,经查看无异常后可重新开始作业!缠绕在刀体上的铁屑过多时,可退刀后用勾子除去!薄壁金刚石材质轻量化,钻孔速度提升 30%,单班进尺多 120 米。
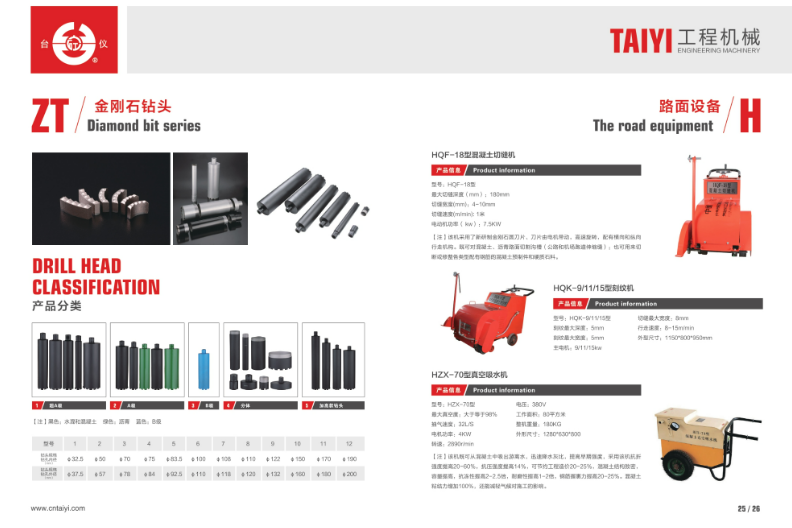
聚晶金刚石复合片钻头主要有四个组成部分,即金刚石复合片、喷嘴、胎体以及钻头体;普通金刚石钻头主要有四个组成部分,即金刚石颗粒、喷嘴、胎体以及钻头体!因为金刚石钻头的切割性能比较优良,因此在选择金刚石钻头当做石油钻井工具时,能够高速钻探,也能够在一定程度上扩大钻深!在使用金刚石钻头进行石油钻井作业的过程中,需要高度注意的有以下几个方面:一,金刚石钻头的价格比较高,因此在使用时应小心操作,降低损坏程度;二,金刚石钻头在热稳定性方面具有一定的缺陷,因此在使用时要保证钻头的冷却性能、清洗情况;三,其质地比较脆,因此金刚石钻头的抗冲击性能会比较差,应该严格按照金刚石钻头的相关规程来进行严格的、规范的操作!高碳钢基材强度足,抗弯曲抗断裂,恶劣工况稳运行。江苏合金球齿钻头要多少钱
阶梯齿设计更锋利,开孔效率提升 50%,省时省力降人工。江苏合金球齿钻头要多少钱
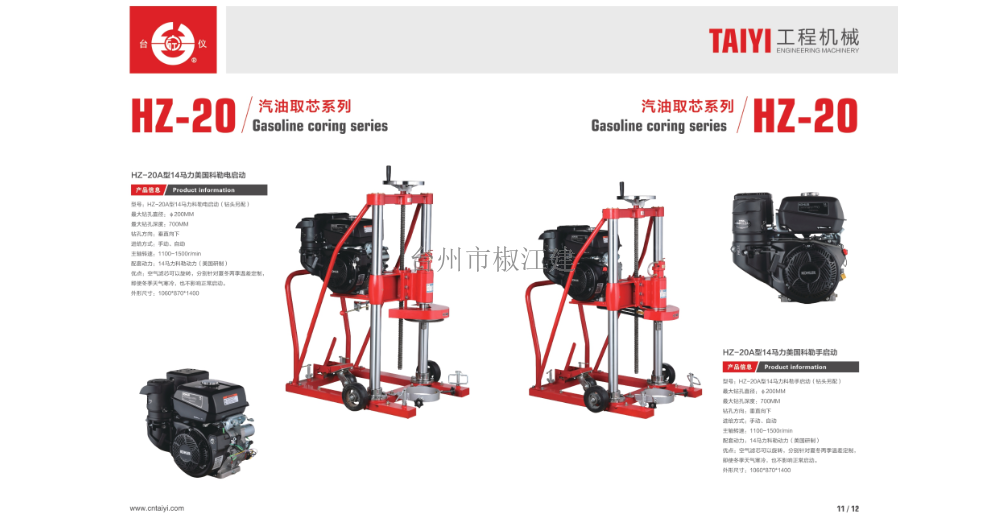
操作者必须经过培训,操作方法熟练后,方可独自操作!电器部分要做好防水、防尘工作,随时注意检查漏电接地保护是否可靠!断路器电流调整至8A!在接通压缩空气前,气动阀手柄必须置于"停"的位置上;压缩空气必须经过过滤,尽量保持清洁和干燥!钻机必须支撑牢固后,方可开始工作,防止引起钻机倒地!在进给过程中,严禁突然、快速开启推进气缸,以免项起钻机,造成事故!注意检查摆线针轮减速机和传动输出部件的润滑情况,每10天加1次;高速黄油或1#润滑脂润滑,也可用润滑剂(黄油、机油混合)代替!随时注意检查各管路、螺母、接头等的连接情况!钻机钻孔时,不允许反转,以免钻杆松脱和钻杆螺纹磨损!1钻机工作中应注意冲击器的声音和机器运转情况是否正常,若有异常应立即停机检查!接钻杆时,要注意防止砂土等侵入冲击器内部损坏机体!作业前油雾器内必须注满机械油,冬季可选用粘度低一些的机械油,不得无油作业!钻机导轨面、活塞杆外露部分、钻杆螺纹等可适当加油润滑!1钻机使用后,要及时清理表面岩粉等脏物,以备下次使用!江苏合金球齿钻头要多少钱
台州市椒江建设工程机械厂免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的商铺,信息的真实性、准确性和合法性由该信息的来源商铺所属企业完全负责。本站对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。
友情提醒: 建议您在购买相关产品前务必确认资质及产品质量,过低的价格有可能是虚假信息,请谨慎对待,谨防上当受骗。